ریسندگی نخ های خاب فلامنتی
یکی از مواد اولیه مهم در صنعت فرش ماشینی، نخ فیلامنت است. نخ فیلامنت از نظر خواص فیزیکی – مکانیکی تفاوت های زیادی با نخ های ریسیده شده دارد که مهم ترین آنها عبارتند از:
– نخ فیلامنت از نظر نمره و سایر خواص فیزیکی – مکانیکی، یکنواخت تر از نخ های ریسیده شده است. به عبارت دیگر ضریب نایکنواختی در نخ فیلامنت بسیار کمتر از نخ های ریسیده شده است.
– عموما نخ فیلامنت در مقایسه با نخ های ریسیده شده هم نمره، دارای استحکام بالاتری است.
– ازدیاد طول تا حد پارگی نخ فیلامنت معمولا بیشتر از نخ های ریسیده شده هم نمره می باشد.
– راندمان بافندگی با نخ فیلامنتی به دلیل استحکام بالاتر، یکنواختی بیشتر و در نتیجه پارگی کمتر این نوع نخ ها، بیشتر از راندمان بافندگی با نخ های ریسیده شده است.
– سطح نخ فیلامنت بر خلاف نخ های ریسیده شده، صاف و صیقلی بوده، پرز ندارد. مگر آن که عملیات تکمیلی مانند تکسچرایزینگ بر روی نخ انجام شده باشد.
– پرزدهی نخ فیلامنت در حین بافندگی بر خلاف نخ های ریسیده شده، تقریبا صفر است. (مثال بارز پرزدهی نخ های ریسیده شده، پرزدهی نخ خاب اکریلیک در ماشین های بافندگی فرش است).
– تولید پرز در فرش های بافته شده با نخ فیلامنت در مقایسه با فرش های بافته شده با نخ خاب ریسیده شده (مانند نخ اکریلیک) بسیار ناچیز است.
– ثبات شستشویی نخ فیلامنت «رنگ شده به روش استفاده از مستربچ در اکسترودر ذوب ریسی» بالاتر از نخ های ریسیده شده با رنگزا می باشد.
چرا نخ فیلامنت؟
با توجه به مزایای متعدد نخ فیلامنت به ویژه از نظر اقتصادی، کمتر بخشی از صنعت نساجی است که از نخ فیلامنت در تولید منسوجات بهره نبرده باشد. صنعت فرش ماشینی نیز به عنوان یکی از بخش های بزرگ صنعت نساجی از سال ها پیش نخ فیلامنت را در اجزای مختلف فرش به ویژه خاب آن به کار برده است. با توجه به آن که بیش از 70 تا 85% از وزن فرش را نخ های خاب تشکیل می دهند، صرفه جویی اقتصادی ناشی از به کارگیری نخ های فیلامنتی به جای نخ های ریسیده شده در خاب فرش از نظر هیچ یک از تولیدکنندگان فرش ماشینی دور نمانده است. در حال حاضر پلی پروپیلن و پلی استر، متداول ترین نخ های خاب فیلامنتی مورد مصرف در صنعت فرش ماشینی ایران می باشند. نخ فیلامنت پلی پروپیلن، به روش ذوب ریسی تولید می شود که ارزان ترین و مقرون به صرفه ترین روش ریسندگی نخ فیلامنت می باشد.
مزایای نخ فیلامنت
خط تولید نخ فیلامنتی(Filament Yarn) ذوب ریسی شده در مقایسه با نخ های ریسیده(Spun Yarn) شده دارای مزایای زیر است:
– نیاز به سرمایه ثابت بسیار کمتر.
– نیاز به فضای فیزیکی بسیار کوچک تر برای استقرار خط تولید نخ فیلامنت.
– عدم نیاز به سیستم های تهویه مطبوع پیچیده و پرهزینه (آن چنان که در ریسندگی استیپل به شدت مورد نیاز است).
– سرعت تولید بالاتر (حداکثر سرعت تولید نخ در انتهای خط ریسندگی استیپل به 40 متر بر دقیقه می رسد در حالی که این سرعت در ماشینهای ریسندگی نخ فیلامنت گاه به 3000متر بر دقیقه می رسد).
– روش تولید آسان تر.
–نیاز به نیروی انسانی کمتر به ازای هر یک تن الیاف تولیدی.
– ضایعات کمتر خط تولید.
– قیمت ارزان تر.
– انعطاف پذیری بالاتر در تغییر محصول و امکان تولید محموله های کوچک تر نخ به سفارش مشتری.
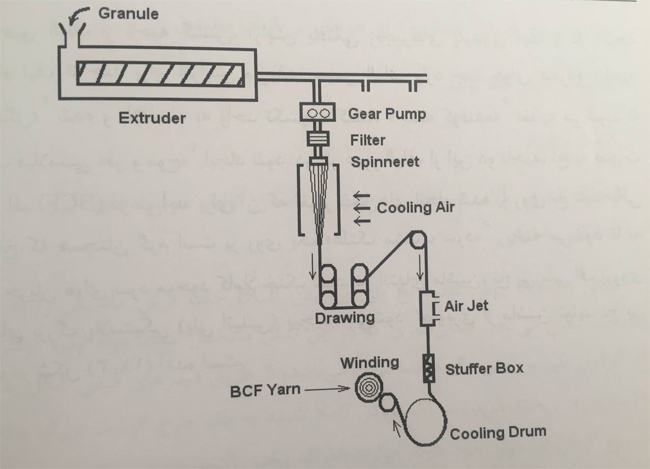
شکل 3-17 -روش تولید نخ پلی پروپیلن BCF خاب فرش ماشینی

نمونه ای از ماشین تولید نخ پلی پروپیلن بی سی اف(BCF)
شکل(3-17) روش تولید نخ پلی پروپیلن BCF خاب فرش ماشینی را به صورت شماتیک نشان می دهد. همانطوری که در این شکل مشخص است، مواد اولیه ذوب ریسی که گرانول پلی پروپیلن "'گرید نساجی(Textile Grade)" می باشد، از طریق فیدرهای قیفی شکل به داخل"اکسترودر(Extruder)" ریخته می شوند.
اکسترودر کاملا شبیه به یک چرخ گوشت بزرگ بوده،یک مارپیچ گردان در میان خود دارد. حرارت اطراف مخزن اکسترودر سبب ذوب شدن گرانول شده، کار مخلوط کردن مذاب را مارپیچ انجام می دهد. مذاب از طریق لوله های مخصوص به سمت واحدهای ریسندگی منتقل می شود.
در میانه راه، "پمپ دنده ای(Grear Pump,Metering Pump)" پلیمر مذاب را با فشار ثابت و مشخص به واحد ریسندگی تزریق می کند.
هر "واحد ریسندگی(Spin Pack)" از تعدادی فیلتر تشکیل شده که وظیفه گرفتن ناخالصی های مذاب را بر عهده دارند. مذاب پس از تصفیه، به داخل رشته ساز هدایت می شود.
"رشته ساز(Spinneret)" یک صفحه فلزی مشبک است که مذاب از میان روزنه های آ« به بیرون هدایت شده و رشته های الیاف شکل می گیرند. رشته های مذاب پس از خروج از رشته ساز در "کابین هوای سرد(Quenching Chamber)" خنک و منعقد می شوند. در ادامه، الیاف فیلامنتی از میان "غلتک های گودت(Godet Roller)" ، "ناحیه کشش(Drawing Zone)" عبور داده می شوند.
در اثر عبور الیاف از ناحیه کشش، آرایش یافتگی زنجیرهای پلیمری لیف و در نتیجه استحکام لیف تا چندبرابر افزایش می یابد. سپس الیاف وارد جت هوای فشرده "ناحیه اینترمینگل(Intermingling Zone)" شده و بلافاصله به واحد تکسچره کننده "جعبه کوفنده(Stuffer Box)" تغذیه می شوند تا در الیاف فیلامنتی "فر و موج" (Crimp) در می آید. در اثر عبور الیاف از این دو ناحیه، نخ به صورت بی سی اف (BCF) در می آید.
برای آن که تغییر شکل های انجام شده بر روی نخ ثابت باقی بماند، نخ که همچنان گرم است بر روی یک "غلتک مشبک سرد(Cooling Drum)" ریخته می شود تا به واسطه جریان هوای سرد موجود کاملا خنک شود.
در انتهای ماشین، نخ بی سی اف بر روی بوبین های بزرگ پلاستیکی (پلی اتیلنی) پیچیده می شود.
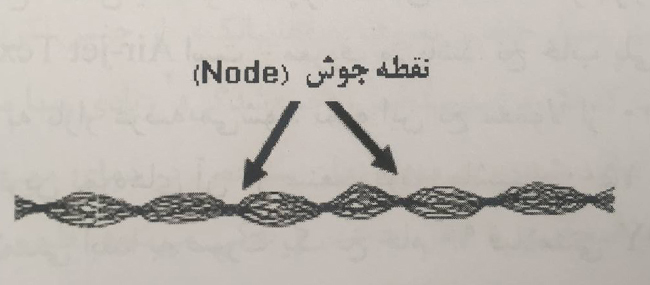
ظاهر نخ بی سی اف به صورت شماتیک در شکب زیر نشان داده شده است. نخ بی سی اف دارای تعدادی نقطه جوش و تعدادی نواحی حجیم و پفکی است. هرچه تعداد تراکم نقطه جوش ها (تعداد نقطه جوش ها در یک متر از نخ) بیشتر باشد، یا به عبارت دیگر هر چه نقطه جوش ها به یکدیگر نزدیکتر باشند، نخ در بازار مرغوب تر خواهد بود.
نخ های فیلامنتی پلی پروپیلن بی سی اف در نمره های متنوع از 1000 تا 3000 دنیر تولید می شوند.
متداول ترین نمره های نخ پلی پروپیلن بی سی اف 1500 تا 1800 دنیر برای فرش های رویه به رویه و نمره های بالای 2000 دنیر برای بافت گلیم ماشینی است. معمولا تعداد فیلامنت ها در نخ های بی سی اف پلی پروپیلن نمره کمتر از 1800 دنیر، 125 و 144 بوده و برای نخ های بالای 1800 دنیر 200 می باشد.
روش تولید نخ خای فیلامنتی پلی استر نیز کاملا شبیه به روش تولید نخ فیلامنتی پلی پروپیلن یعنی ذوب ریسی است. تنها تفاوت عمده در فرآیند تولید پلی استر وجود "خشک کن(Dryer)" در مسیر عبور گرانول ها قبل از ورود آن ها به اکسترودر است.
وظیفه این قسمت از ماشین ذوب ریسی پلی استر، خشک کردن کامل گرانول و جدا کردن رطوبت(حتی رطوبت محیط) از آن می باشد.
نخ خاب پلی استر بر خلاف پلی پروپیلن، به صورت بی سی اف در نمی آید. این نخ پس از تولید در ماشین ذوب ریسی به صورت Poy به بازار عرضه می شود. برای آن که چنین نخی به صورت حجیم و پفکی درآید، آن را به دو روش تکسچره می کنند.
در روش اول، این نخ به ماشین های تکسچرایزینگ"تاب مجازی(False twist)" تغذیه شده، عملیات کشش و تکسچرایزینگ به طور همزمان بر روی آن انجام می شود. نخ حاصل در بازار به نخ Dty ناخته می شود.
در روش دوم، نخ فیلامنتی پلی استر به ماشین تکسچرایزینگ جت هوا (ایرجت) تغذیه می شود. خروجی این ماشین، نخ کشش یافته و تکسچرشده ای است که در بازار به نخ Aty -که مخفف Air-jet Textured Yarn است-معروف می باشد.
نخ خاب پلی استر در نمره های بسیار متنوع تولید و به بازار عرضه می شوند. نمره این نخ معمولا از 1200 دنیر تا 2500 دنیر متغیر، و متداول ترین نمره های آن در صنعت فرش ماشینی 1500 تا 1800 دنیر است.
نخ خاب پلی استر فیلامنتی ابتدا به صورت یک نخ خام 96 فیلامنتی Poy با نمره 400 تا 500 دنیر تولید می شود. سپس در اثر کشش به نخ 250 تا 300 دنیر تبدیل می شود.
نخ خاب پلی استر نهایی، معمولا یک نخ 6لای 576 فیلامنتی (شش نخ 96 فیلامنتی) تمسچره شده است.
لازم به ذکر است که علاوره بر نخ های فیلامنتی پلی پروپیلن و پلی استر، نخ های نایلون و ویسکوز فیلامنتی نیز به مقدار بسیار اندک در مقاسه با دو لیف یاد شده در صنعت فرش ماشینی جهان استفاده می شوند.
نایلون، لیف نسبتا گرانتری است و استفاده از آن در فرش ماشینی مخصوصا در ایران توجیه اقتصادی ندارد.
نخ خاب ویسکوز یکی از نخ های فیلامنتی است که در حال حاضر توسط برخی تولیدکنندگان فرش ماشینی در کشورهایی مانند بلژیک و ترکیه استفاده می شود.
با توجه به اینکه مواد اولیه این نخ طبیعی است، می تواند در صنعت فرش ماشینی ایران جهت بافت فرش های صادراتی استفاده شود.
منبع: کتاب فرش ماشینی(دکتر منصور دیاری)